-Продолжаем печатать себе зубы, сердца и легкие. -Продолжаем проектировать принципиально новые нескучные принтеры с помпонами и драконами на направляющих. -Продолжаем печатать на заказ по цене пластика, моделируя по фото за бесплатно. -Пишем свои слайсеры, препроцессоры для слайсеров, постпроцессоры и ремешим toolpaths в 200 метровые obj для CFD анализа -Покупаем готовые 3D-принты у китайцев, печатающих на заказ. -Работаем на ферме Ашота, который купил десяток дерьмовых принтеров и теперь монополизирует местный рынок. -Открываем свои фермы печати и монополизируем рынок дилдаков, спортинвентаря, спорт-сексинвентаря и ювелирки в своем мухосранске. -Пытаемся спроектировать свой SLS/SLM принтер из говна и лазерных указок
>>569186 → Любой принтер + коробка вокруг. На али уже лет 5 целый раздел под это есть. Впрочем местные утверждают что они даже на открытых аникубиках ABS печатают без проблем. Чему я не особо верю.
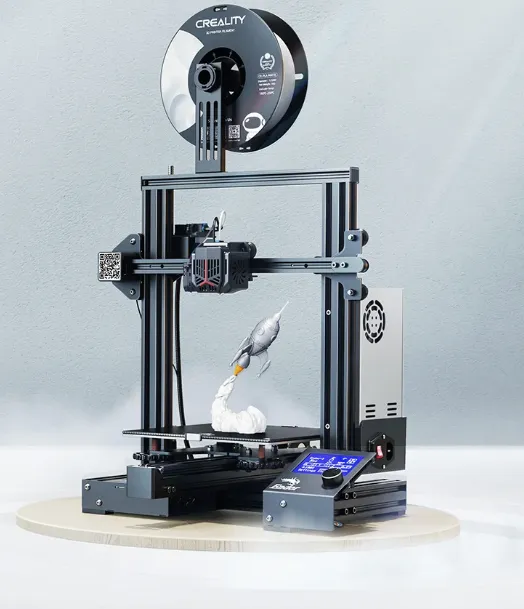
Сап двач, как ты печатаешь этим сраным ABS? Вообще самый худший пластик на свете. Взял только сегодня 4 кило. Свежий, новый, высушенный, поставил 2 катушки в два своих принтера. Хочу распечатать 2 Йобы с базой 30*30см. Как же я заебся. Отклеивается от стола, каприхзничает, кукожится, трескается. Рил поделитесь опытом. Всякими PETG печатаю проблем в жизни не испытывал. Это же говно будто специально проклято. Если что у меня Flying bear reborn 2.
>>569201 >Половина треда печатает ABS на открытых дрыгостолах >Вторая купила CoreXY обшитые акрилом >200 сообщений от ебича который купил фотобокс на алике, буквально из ткани >Все печатают нормельно @ >Один единственный анон >если нет принтера за полтора миллиона - можешь даже не мечтать печатать.
>>569209 → (You) >параметры печати Стол 105-110 Сопло 260 >слайсер Orca >принтеры FlyingBear Reborn 2 Creality Ender 3 V3 plus (не путать с мелким) С камерой, уже с керамическим соплом.
>>569212 Керамическое сопло - топ, отличный выбор. Я читан где-то что у Креалити без него вообще ABS не пашет. >Стол 105-110 Пробуй 120 греть. Я так понял что у тебя с адгезией основная проблема? >Orca Там для ABS максимум плохие пресеты. Измени откат до 0,5. Скорость понизь в 2 раза на первый слой. отруби нафег вентилятор.
>>569214 Это не ты сейчас нес хуету про то, что у тебя АБС не получается печатать? По тупости этот пост очень похож на твои высеры. У тебя перечислены способы печати, а материалы. На одном и том же принтере можно напечатать как деталь подходящую для нагруженного трения так и нет, зависит от материала. Ты же блядь тупой! Ты понимаешь, что ты тупой?
>>569219 >зависит от материала >ты тупой Я думаю что тупой все-таки ты, потому что я как раз понимаю, что качество детали зависит от материала, поэтому спрашиваю у вас здесь, экспертов, собаку съевших в 3д печати, что к чему. То есть, ещё раз, разжую, как выглядит твой ответ на мой вопрос.
Вопрос: Какой выбрать материал и способ печати из доступных на изображении для моей ситуации. Ответ: Ты дебил, качество печати зависит от материала.
Есть же наверное всякие скользкие пластики специально для этого, или рыхловатые, которые можно смазкой пропитать? Я открыл крафтклауд, там сочетаний жопой жуй, нейлоны там всякие, че хочешь. Вообще непонятно, как в этом ориентироваться
>>569225 Ну если конкретно мегапрочное - то нейлоном, с болью в анусе, заменяя половину принтера, печатающую часть и обычно тратя примерно 90% катушки на одну деталь 5*5 см. Материал мегакапризный, и прочный только если рак на горе свиснет, если производитель хороший, если партия не говно, если куплено не более полугода назад и Марс в Венере и звёзды сошлись. Обычно все забивают и берут композит попроще и просто мирятся с тем что "Данная шестерня из петг, но зато я её напечатал сразу, если что через год снова напечатаю".
>>569227 Просто смирись с тем что ты долбоёб который не умеет вопросы нормально читать. Тебе второй человек пишет что ты отвечаешь не на вопрос, а на голоса в голове.
>>569230 >заменяя половину принтера Ок в принципе пока прототип из нейлона заказал, а принтер пусть онлайн дядя настраивает.. это я вообще не для DIY интересуюсь, потанцевально производство надо будет замутить... но там уже если до этого дойдет, надо наверное будет редизайнить все под промышленные реалии, чтоб ещё и по цене нормально было
>>569229 Это классы материалов который используется при указанной технологии печати, тупой - смола, нейлон, пластик. Смола разная по свойствам, пластик разный по свойствам, даже нейлон различается по свойствам и бывает нейлон большей гибкости для MJF.
Ты настолько тупой, что даже не понимаешь сути того о чем пиздишь, запостил технологии печати, думая, что это список материалов. Клоун блядь.
>>569233 Если мутить производство именно на печати, я таки рекомендовал бы разобраться. Печать нейлоном - это сложновато. Там рил надо принтера чуть и не под себя собирать. И расход деталей повышенный. Сопла стачиваются будто наждачкой.
>>569235 Хуя ты самовзорвался. Нейлон ему не указан в какой гибкости подвавать. Иди пукан туши долбоёб. Или там посоветуй на автофоруме ферарри купить вместо КИА.
>>569233 Ахахаха, полуумный двачер, с нулевым пониманием темы рассуждает о собственном производстве. Чет взлольнул. Для бизнеса нужен мозг и адекватность, что у тебя отсутствует как класс, все что у тебя получится это онанировать на собственные фантазии, не больше.
>>569236 Производство будет аутсорс полюбасу, так что тут вопрос только в рентабельности. А кейс у меня не то что бы аналоговнетный, ядумаю подобного рода задачи уже решались тыщу раз, вопрос только найти где. А так пока интересуюсь чтоб прототип сделать более-менее приличный.
>>569242 >с нулевым пониманием темы рассуждает о собственном производстве. >Сам понимает тему "БЛЯ ЧЁ ТО СЛОМАЛОСЬ Я НОВЫЙ ПРИНТЕР КУПЛЮ!!1111" Ебать дебил
>>569244 Тогда рекомендовал бы селективное лазерное плавление, оно же SLM, там более менее всё прочно. твои 6mm во всяком случае потянет (на всякий закажи пробную партию). Сейчас оно настолько хорошо заходит что в Америках пару лет как этим неиронично печатают глушители в промышленных масштабах! Хотя лет 10 как этим на формуле 1 прототипы печатают, но только недавно это стало стоить не миллионы долларов. Удачи тебе с твоими производствами.
>>569212 >FlyingBear Удивлён что они не развалились. В последний раз когда я проверял, у них были самые херовые принтеры на рынке. А воблинг реборна был настолько легендарным что на западе целый ютюбер год потратил чтобы его устранить! Перебрав весь принтер. И только заменив шаговые двигатели смог наконец пофиксить. Эти дебилы даже шаговые использовали говнокачества. Аноны не удивляйтесь что у вас всё херово с печатью, если ваш принтер от конторы пидарасов.
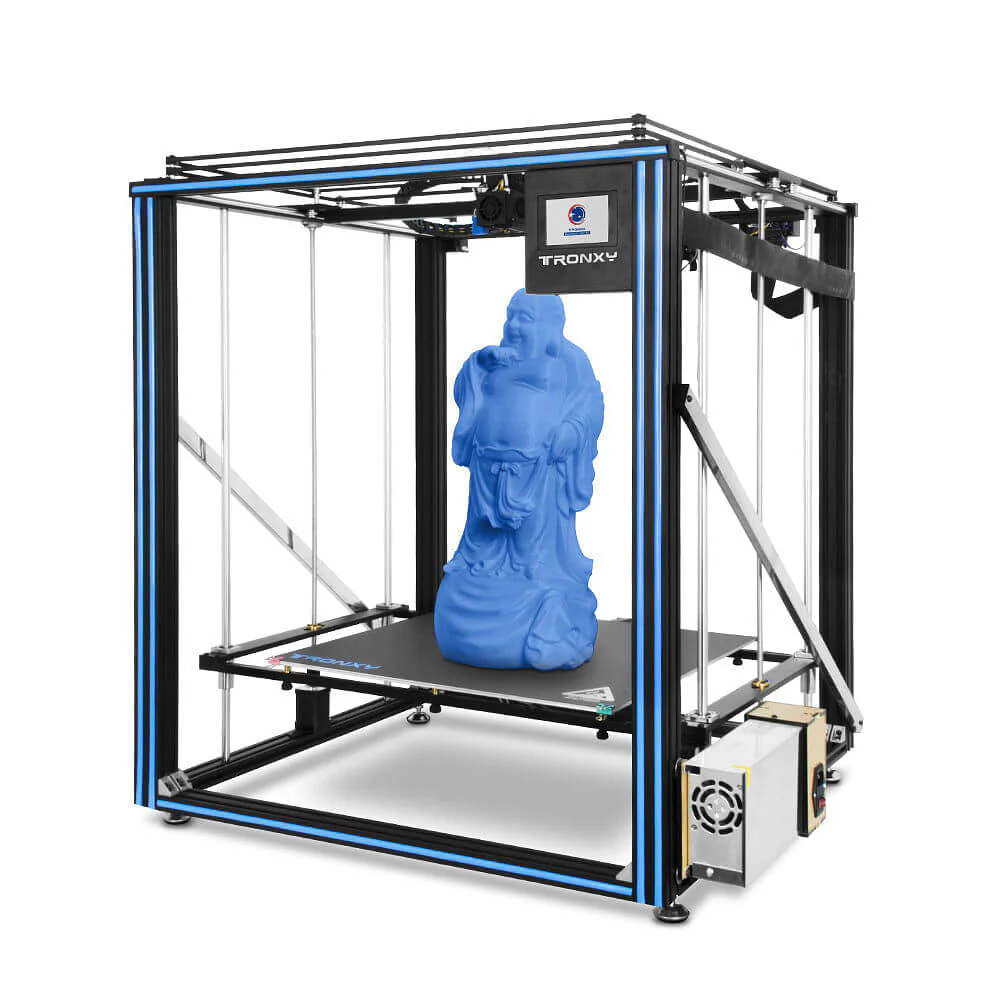
>>569338 Независит. Для всего что имеет стол 20см, есть мелкие боксы с ценником 2-3к. 30см стол тоже самое, но ценник 5к. Даже мой блядский тронкси со столом 40 сантиметров находит бокс для термокамеры. Не для всего - это уже блядомонстры которые занимают пол комнаты. И то я просто не искал такие боксы для них. Вангую там что что да найдётся.
>>569340 От геометрии модели и размеров зависит. Если коробки тонкостенные с острыми углами печатаешь, то пассивная камера никак не поможет, а если углы скруглить, то и на открытой дрыге можно напечатать.
>>569415 Так ты же сам писал выше, что у тебя все заебись будет в пассивке и нужно просто поиграться с параметрами и что температуру она у тебя держит и прочее. С головой не дружишь, шиз?
>>569420 Значит не тебе. Вообщем тут шиз собрался печатать 30х30 из АВС, у него все при печати трескается без термокамеры, но он уверен, что просто нужно подкрутить параметры печати, шизанутый такой.
>>569424 Это не я хочу печатать 30х30, у меня нет принтера 30х30, у меня 24х24 принтер с активной термокамерой, АБС печатается отлично любого размера в размерах моего стола.
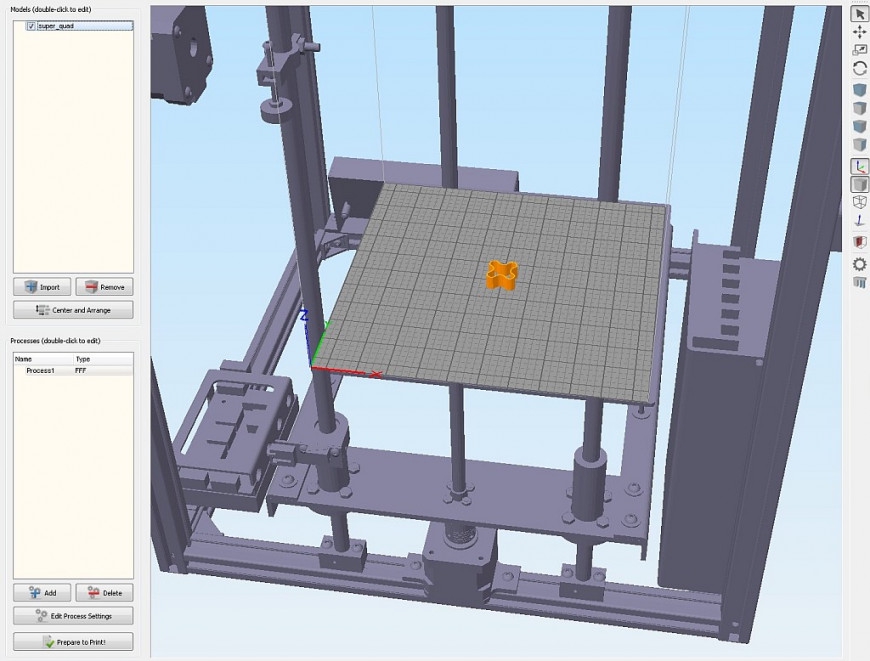
Господа, дурацкий вопрос. Где у большинства принтеров нулевая точка координат по XY? По логике должна быть слева внизу. При этом на моём принтере концевики справа вверху. А ноль, судя по Гкоду, в центре стола. Но он у меня старый и специфический.
Есть в этой хуйне какой-то современный стандарт индустрии?
С наступающим. Поискал в интернетах но толкового ответа так и не встретил. QIDI Q1 pro, в начале печати отклеивается магнитный коврик от горячего стола. Что лучше сделать? На что лучше приклеить обратно? На холодную его не оторвать.
>>569610 Спасибо за совет. Апдейт с ситуацией по коврику, если кто то ещё столкнётся. Сразу написал в саппорт чиди, мне ответили и предложили отправить мне новый магнит. Видел в паре чатиков то что я не один с такой проблемой столкнулся, и именно на недавно купленных принтерах, видимо китайские братья сменили 3Мовский 250 скотч на какой то дженерик адгезив и он при высоких температурах теряет свои свойства. В качестве вариантов для решения нашел несколько, собственно 3м 250mp скотч (только на алике нашел), отечественный каптоновый двухсторонний скотч, и силиконовый герметик клей как мне предложил анон ну и конечно новый магнит. По цене самый доступный вариант это скотч с алика, но там ещё целый геморрой отдирать старый скотч от ковра. Как временное решение мне помогло - прогрел стол до 120, укатал его от центра к краям, особенно тщательно катал его по краям. Пока что не отрывает после 5-6 часов печати абс. Как совет на свежекупленных принтерах сразу прокатывать ковры на горячую чтобы убрать пузыри и прижать адгезив. ЗЫ после прокатки погрешность стола уменьшилась до 1,5 сотки.
>>569628 Укатывал тем что под руку попалось, металлическая лопатка гладкой полированной стороной, тут главное не повредить магнит так как он довольно хрупкий. В идеале конечно ролик для укатки шумки или типа того. Тут главное чтоб материал ролика выдерживал 120 градусов
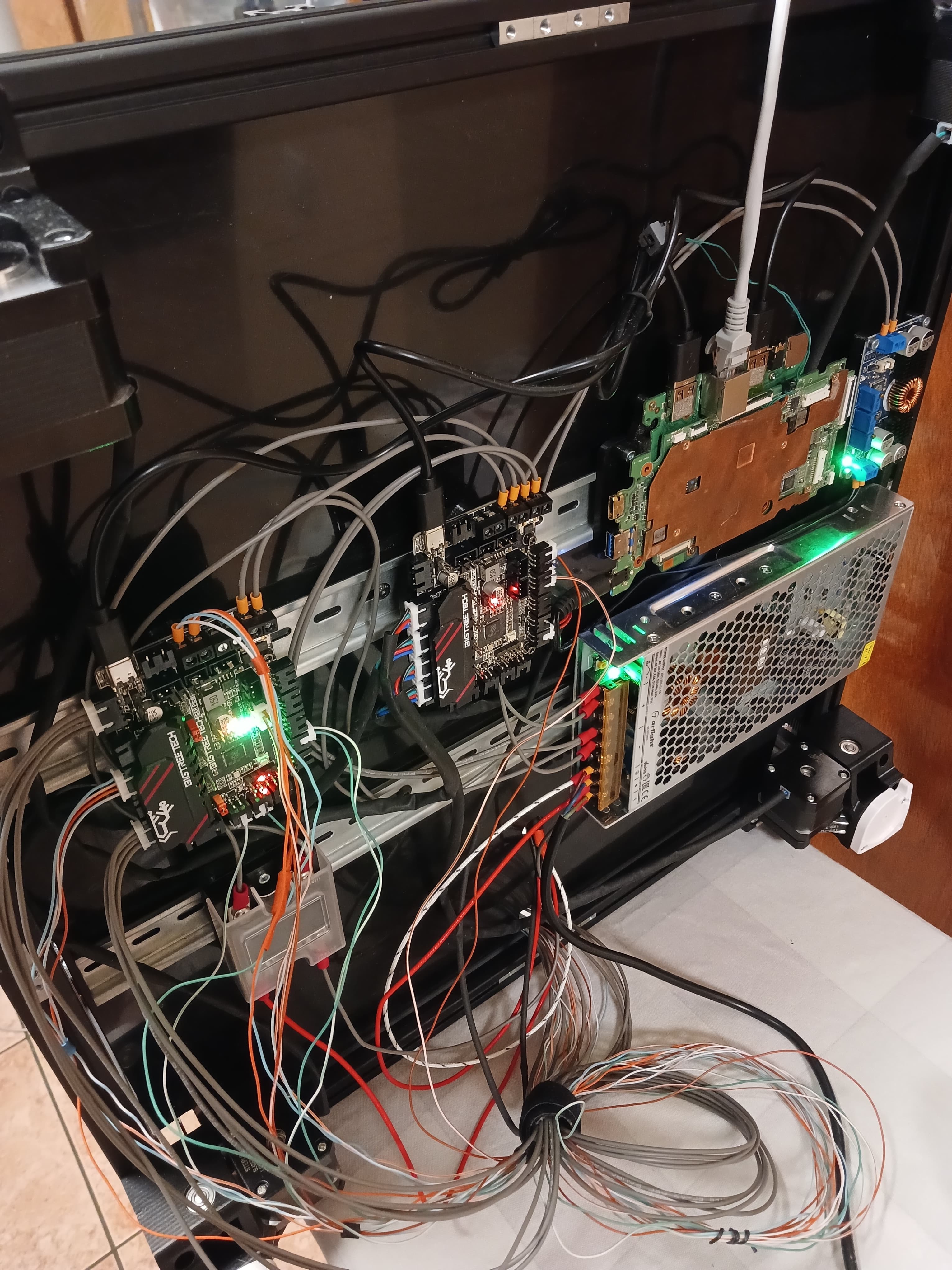
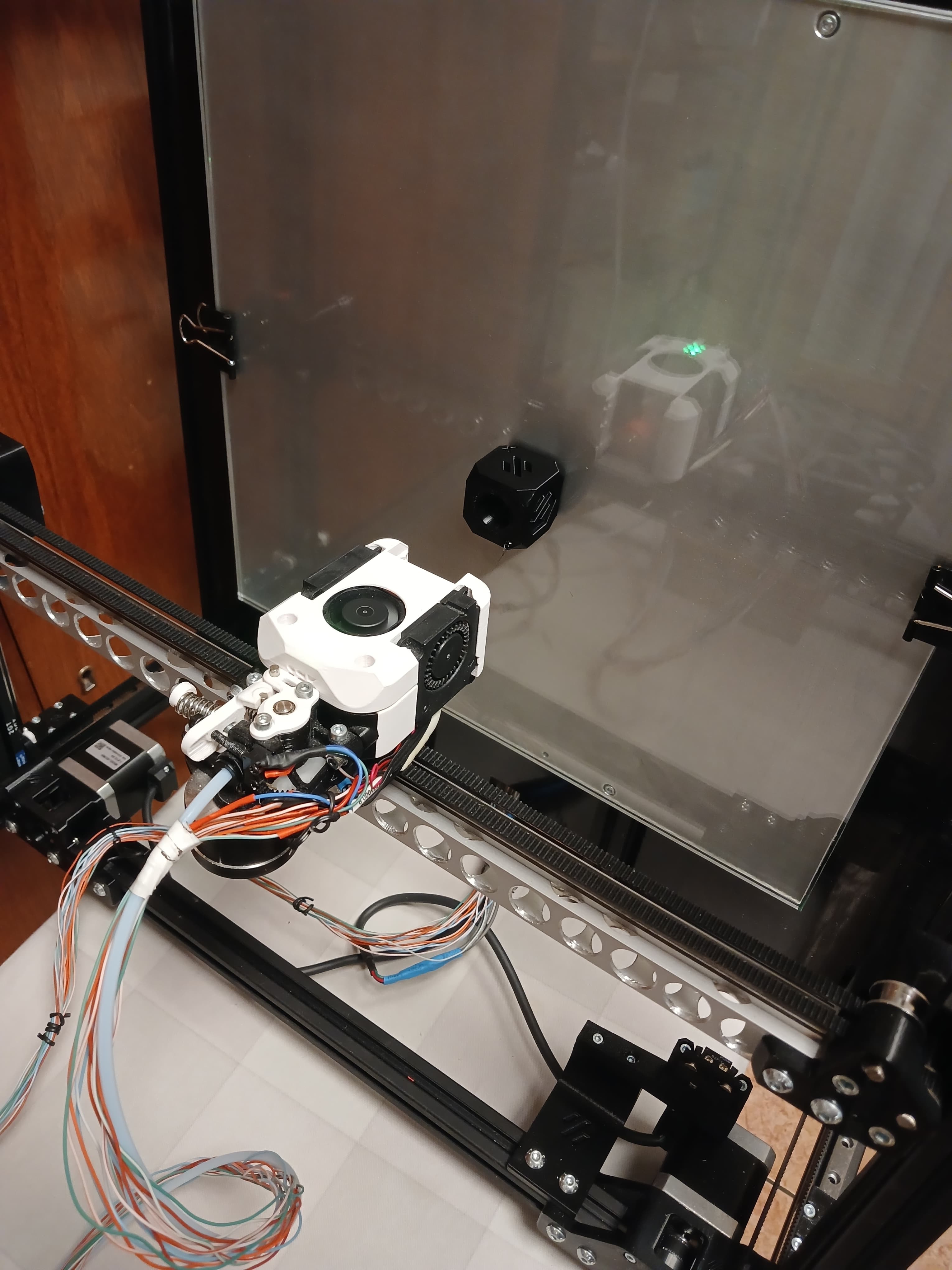
Джва года собирал эрзац ворона из того что было. И вот, наконец то оно заработало. Доделывать тут конечно еще на пару лет. В одной только куче скриптов бы разобраться. Пока что нужно ждать буквально полчаса пока он прогреется и сделает все калибровки и то не всегда с первого раза.
>>570096 Недавно кончилась лицензия трехлетняя, продлил притворившись казахом и перешёл на инвентор 2025, минимум боли, сойдёт. Когда твои файлы у соевых членодевок, не определившихся с полом, при этом считающих кого-то из ебеней лучше, чем кто-то из других ебеней это полное говно и хуйня. Пусть ебут себя в очко анальным спидом там, альтернативы есть
>>570096 Да работает все, бесплатную некоммерческую лицензию продлил не так давно. >>570113 Лучше остаться на Солидворксе из 2010го чем жрать опенсорсный кад >>570119 Да. Вон на авито лежит P1S новый без дверцы за 52к. А тут закопано 90к, пусть и не из моего кармана. У куча времени.
>>570205 Я до этого ещё не дошёл. Есть сборки, типы соединений, зависимости, как во фьюжене. Помню что во фьюжене не было симулиции зацепа шестерен, надо было подгонять параметры вращения ручками, вряд ли в инвенторе чето изменили, скорее это запилят во фьюжен
>>570133 Да. Какой то первый попавшийся именно для компа. Регион в винде поставил кз, время тоже, потом в своей учетке выбрал обновить лицензию, страну выбрал кз, и нагуглил индекс оттуда. Скачал установщик, установил, посмотрел что всё работает, закрыл прогу, вернул всё как было на компе, и нормально.
Суп, пасаны! Ппздец кароче - решил ради любопытства попробовать попечатать на дешовом ПЕТГе с вб, за 600р, Некрасовский полимеръ. 1. Как я не пердолил стол, к нему нихуя не липнет без клея. 2. На выходе какая то хуйня, щели на стенках, всё какое-то корявое получилось.
3. Еле как блять оно вообще запечатало на 245 градусах нахуй, на коробке указано 230-245, но на 230 оно полутвердое, нихуя не прилипает.
На стенках щели, спма модель вроде по щелям не расслаивается.
У меня остается только идея уменьшить скорость, хотя там где щели на внешних периметрах, там скорость печати и так стоит 30мм, куда уж меньше то?
>>570587 Сработало! Дошел до 255 градусов нахуй, и оно запечатало как надо! Всё ровненько напечатало, без косяков! Честно я очень удивлён я в ахуе такому температурному диапазону, после китайских ПЕТГОВ которые на 230 текут как вода. Хотя с другой стороны, у такого ПЕТГА считай свои плюсы - он способен выдерживать более высокие температуры.
>>570586 У него есть пластикофф, он получше. Некрасовский полимер любит завышенную температуру, и хуевый, чего производитель особо и не скрывает. Я с него перекатился на мако, но когда они начали толкать говно, которое сопла забивает, я перешёл на НИТ. он вот нормальный достаточно
суп двощ, я пользуюсь CURA вместо слайсера. все нравится, кроме названия файлов, в префикс какое-то говно бесполезное пишется. можно ли ее настроить так, чтобы в имя файла автоматически дописывался тип пластика и диаметр сопла? я в настройках чет не нашел такой фичи
>>570684 Спасибо, у меня так то есть пластики из китая, просто 1 катушку ради любопытства брал.Этот,невский полимер разбирают как горячие пирожки, его еще хуй ккпишь, только ввложат - его сразу раскупают моментально. А Пластикоф я глянул там какие то флюорисцентные лгбт цвета.
>>570677 > Честно я очень удивлён я в ахуе такому температурному диапазону, после китайских ПЕТГОВ которые на 230 текут как вода.
А кто вам сказал, Дринкинс, что это американский сериал ПЭТГ? Бывают варианты где на гликоль в пластике пожмотились (ну или просто качество такое) и температура плавления у него почти такая же как и чистого лавсана, без Г.
Пацаны, я только что узнал, что Эндеры 3 из коробки не поддерживают M600. При этом в прошивке М600 предусмотрено, но, чтобы включить его, надо пересобирать прошивку, закомментировав там одну или две строчки. Они там че, ебанутые? Без компиляции можно это сделать?
>>571004 Ну не надо тут, задачи для этих дрыг есть до сих пор. Тпу печатать например. Если мне надо было ещё один принтер здесь и сейчас, купил бы на авито закорчеванный эндер. Ещё раз
>>571004 Так у меня другого нет, я купил его на озоне тыщ за 12 где-то, и он не оказался вонючим говном, как любят его описывать в интернете. А на чем в 2025 надо печатать?
Привет ананасы, прикупил Фотополимерник и не мог нарадоваться качеству, но стал замечать что выбор смолы достаточно мал, может я не там смотрю? Искал красный полупрозрачный, но есть лишь вариации серого и от силы зеленый/голубой.
Как решаете проблему с вибрацией? Я печатал для себя на мелком китайском принтере, ложил под него томик Батлерианского джихада в мягком переплёте, хватало норм.
Сейчас вот купил Эндер 3 про. Что под него можно придумать? Столешница из дуба стоит как четыре Эндера
>>571366 Конфиг в ини/ямле/жсоне/... можно было сделать и для кофеварок. Редактирование исходников это какой-то пиздец. Как и следствие из этого – гора одноразовых форков от каждого ютубера.
>>571372 А может тогда нужно не жсон/ямл перегонять в директивы препроцессору а сделать нормальный menuconfig? В любом случае марлин сейчас не нужен, а раньше он использовался в виде собрал один раз и пока плата не сдохнет не трогаешь
>>571337 >Что под него можно придумать? Столешница из дуба стоит как четыре Эндера Сейчас планирую собрать тумбочку для своего 3д принтера. Щиты из ДСП продаются дешево в Леруа, возможно даже тумбочка просто из них будет нормально, но склоняюсь к варианту сделать каркас из бруса 5х5 и обшить его ДСП. Уйдет на все несколько тысяч.
>>571376 За несколько тысяч можно купить серверный шкаф, тумбочку уже или готовый кожух. Материалы в розницу пиздец дорогие, рез их тоже, за свои деньги ещё и горбатиться будешь.
>>571395 Нах мне серверный шкаф в зале, лол, мне нужна элегантная и прочная тумбочка, а помимо принтера внизу у меня еще и робот пылесос будет стоять, док станция будет закрыта мини ящиком спереди и только сам робот будет снизу торчать.
Я готов потратить пару тысяч на пару щитов и сделать тумбочку с таким функционалом, который нужен мне. Я так понимаю ты настолько нищий, что не то что пара тысяч для тебя неподъемные бабки, а даже лобзика с дрелью дома нет.
Прикрутил тут лазер к принтеру, теперь собственно попилить что-нибудь хочу. Есть какие-нибудь репозитории проектов а-ля thingiverse и подобные? Не могу найти даже какой-нибудь вменяемый калибровочный рисунок с мануалом как подобрать скорость/мощность.
Начал печатать PETGом. Печатал нормально, потом начал ловить пробки где-то через 20-30 минут после печати. Сменил сопло на новое - всё равно ловлю пробки.
Термобарьер пикрелейтед цельнометаллический E3D V5 (без тефлоновой трубки). Хуй знает сколько лет ему уже. Спрашивается, у таких термобарьеров вообще есть вырабатываемый ресурс? Мог он изнутри гладкость потерять или обугленной малафьёй засраться до утраты теплопроводности?
>>571400 1200р за кусок дсп 50x60см? Это лютый оверпрайс, целый лист лдсп 3800р. Если уж сильно хочется то ищи готовую тумбочку. А вообще это глупая затея собирать шкаф для дрыги. Продай ее и купи кубик. >>571421 На торрентах есть каталоги векторных рисунков. Ну или просто в гугл картинках ищешь vector.
>>571495 >Это лютый оверпрайс Это цена за качественный ЛДСП, это раз, 3-4 щита ДСП как раз встанут по цене тумбочки и я сделаю ее цветом который нужен мне, в размерах, которые нужны мне. Все готовые тумбочки это хуета которая стоит столько же сколько и расходники и при этом не обладают нужными характеристиками, тумбочка высотой в уровень моего стола 75 см будет стоить в 2-3 раза дороже чем расходники и скорее всего таких тумб вообще в продаже нет.
>Если уж сильно хочется то ищи готовую тумбочку. Нахуй мне кривая готовая тумбочка, которая не подходит под мои размеры, цвет, функционал и с которой принтер будет выступать за края, а сама тумба будет ниже стола по уровню? Мышление нищего - купить неподходящую хуету и терпеть.
>А вообще это глупая затея собирать шкаф для дрыги. Какой шкаф, шизофреник? Ты о чем?
>>571474 > начал ловить пробки где-то через 20-30 минут после печати. Сменил сопло на новое - всё равно ловлю пробки. Ты только что heat creep. Ищи титановый или биметаллический термобарьер для своего чуда.
>>571683 >Ты только что heat creep. Но почему он раньше не возникал? Внутренняя полировка проебалась? >Ищи титановый или биметаллический термобарьер для своего чуда. Уже заказал биметалл под свой типоразмер, едет.
Использовать полимерный канцелярский клей для армирования слоёв - колхоз? Вроде как нормально идёт, но думаю, вдруг я изобретаю велосипед, и есть что-то дешевле и проще?
>>571337 Прикрутил принтер к обрезку кухонной столешницы 40 мм толщиной. Обрезок взял у соседа по этажу. На свалках такое тоже есть, заодно выйдеш пробздишся.
Суп двощ, у меня в принтере один экструдер. Я решил сделать филамент свап для контраста, у меня получилось. Потом я решил сделать несколько деталей на одном столе со свапом, чтобы не ебаться с катушками на каждом принте, а всего один раз, и тут у меня все распидорасилось, нижние слои отклеились во время печати первого слоя вторым филаментом. Как так вышло? Надо ретракт отключить? Или слои первого филамента успели охладиться, пока я ебался с катушками?
Где искать пираченные stl'ки, которые продаются на cults3d, выпускаются на патреоне и так далее? Что-то есть на kemono.su, но не так много. Например, первая Галадриэль там есть, а вторая, от Torrido Minis - нет.
>>572108 Довольно прилично, саму STL'ку толкаешь по 10 долларов, фигурку - по 80, еслли хорошо раскрашена - то и под 200. Во всяком, случае у западников такие цены.
Бляд, кто следит за поделками от прусы? Во всех обзорах core one у принтов по оси Z все плохо, качество хуже чем у бамбука p1s, че за хуйня, или это обзорщики ртом с ютуба не могут откалибровать новый принтер?
Есть вообще что-то с таким же четеньким интерфейсом, как onshape? Попробовал freecad, в принципе всё то же самое но управление кринжовое пиздец, не заходит. В оншапе беспокоит только что мои 3д баребухи в публичном доступе.
Есть грешноватая идея эмулировать бэкенд onshape, правда есть 2 нюанса - 1) экспорт stl скорее всего таки работает на серваке 2) ебал рот таким хакерством заниматься, надо моделировать
>>572508 Работать можно, в плане интерфейса похож на Солидворкс, только от Сименс. Бесплатной версии вроде нет, я в зеленом магазине покупаю. Ломается легко.
>>572429 Можно подумать, есть нейронки, которые тебе сгенерируют 3д-модель. Максимум попытки в фотограмметрию из сотен кадров в стадии сырого проекта на гитхабе.
>>572549 >Можно подумать, есть нейронки, которые тебе сгенерируют 3д-модель. Есть. В каком-то жутко навороченном и дорогом стротильном каде. Новость была ещё в прошлом году, до массового бума нейросетей. Там она делала расчёты по пролётам моста что ли - типа как сэкономить материал, но сохранить прочность.
>>572534 Ладно, буду сидеть пока на onshape. Проекты буду обзывать "хуйпиздаджигурда_номер_ХХХ", чтоб найти нельзя было. А то схемы на jlcpcb, корпус на onshape, прошивки на гитхабе. Выглядит как готовое предложение для спизда китайцами, бери не хочу.
>>572609 >>572610 Вроде же гооворили про генерацию 3Д модели, так? Так вот, в статье на скрине када была сгенеренная 3д модель для осмотра пользователем.
Сап пидоросня тридешная, как доказать в диспуте, кетайцам с алика, что эти уебки прислали мне не тот филамент, я заказал сэмпл PP, но под видом PP (на этикетке) мне приехал PE и естественно он не сваривается с деталями из PP? Прекол в том что у продавана нет PE в ассортименте, ни сэмплов, ни катушек. С меня как всегда.
>>572898 На ней штамп >PP< c завода, это крышка от ящика, в некоторых местах она пошла трещинами и я решил ее заварить для пробы, но китайских хуйцов соснул.
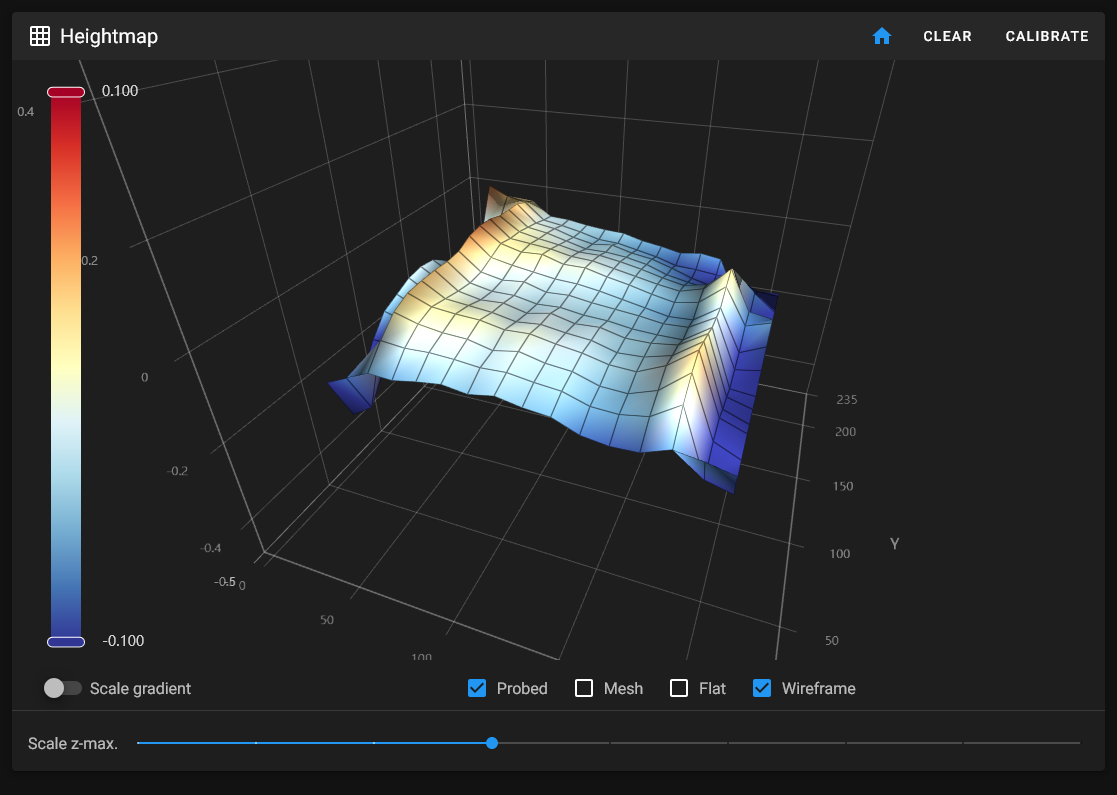
>>573018 Шкалы разные, смотри на тумблер Scale Gradient. Тут границы по минимуму и максимуму стола, а у того анона они просто дефолтные +100/-100, там точно не понять какие абсолютные числа даже, но до +100 явно не дотягивает по красноте.
>>573015 >>573002 Да хуй там, обкатался индикатором ИЧ-2 — всё заебись, отклонение не больше десятки по всей плоскости. Думал, может колёса кривые, но тогда рисунок был бы периодическим. Похоже, что сраный индукционный датчик хуёвничает и каким-то образом реагирует на колонны портала/валы/двигатели оси Z. Принтер neptune 3 pro переведённый на клиппер. Надо будет сделать какой-нибудь klackender или альтернативы. ЧСХ, принтер печатает первый слой заебись, никаких проблем. Раньше мерил матрицей 6х6 и горя не знал, только дальние уголки были немного опущены, но я не заморачивался, так как не печатал в тех краях. А тут решил от нехуй делать замерить матрицей 16х16 и такие вот Геркулесовы столбы вылезли. >>573022 Пикрилейтед
>>573033 Так тогда все три ноги будут одинаково хуёво на разрыв со слоями под 45°. Ну с петом тогда ещё и не красиво получится. ABS хотя-бы пошлифовать или поацетонить можно.
>>572901 Порнопропилен разный бывает, также как и полиэтилен. Разные добавки, разная молекулярная масса и тд. Десятки сортов, в том числе и несовместимые. Я бампер от машины (некрохонда) и пп не смог сварить, а когда взял кусок от аналогичного бампера, оно сплавлялось збс.
>>573033 Попробовал петг как раз впервые, рили слои лучше спеклись. Не треногу, у меня коробка с вырезами со всех сторон, так вот когда я её из АБСа печатал вырез стоящий поперёк слоёв тут же треснул к хуям когда я в него разъём засунул. Петгу норм. Сомневаюсь что настолько норм, что шкаф выдержит, но точно сильно лучше для нагрузок со всех осей.
Но какой же пиздец с паутиной. Думал шлифану и всё, так это говно ещё и не шлифуется толком. И химией его тоже не взять. Акриловый грунт на него сядет?
>>573264 Без понятия что на него прилипнет. Паутины на хорошо просушенном быть не должно. Если спёкся нормально то при ударе стамеской в слой он должен сломаться НЕ по слою. Не трескается хотя бы по причине что более упругий
>>573265 Да я прям из вакуумного пакета распечатал, там и силикагель был. Паутину забыл сфотографировать, сейчас я снял её уже, остались только лохмотья на стенках внутри которые хуй отшлифуешь. Качество конечно по большому счёту отстойное, но геометрия в порядке, всё достаточно крепко, поэтому я доволен, оставлю деталь как есть, тем более всё равно не лицевая. Особенно доволен учитывая что я буквально впервые петгом печатал, даже кораблик не делал и не калибровал ничего, прям на похуях в слайсерере поставил дефолтный петг и с первого сантиметра катушки поехал.
Добрый вечер всем. Ищу принтер, чтобы печатал быстро и много. Посмотрел разные видосы, но так и не могу определиться. Тут тоже гайда не оказалось по выбору( Можете подсказать что выбрать в бюджете до 30к? Пока присмотрелся к Anycubic Kobra 2 Pro, может быть есть у кого опыт работы на данном аппарате? (Принтер если что первый)
>>573290 >>573295 Т.е при выборе дрыгостола лучше все-таки взять Ender 3 V3 KE, а не Anycubic Kobra 2 Pro. На том же ДНСе отзывы противоречивые, пишут что эндер выдает часто ошибки, а кобре надо ставить биметаллический термобарьер. Печатать будет нужно много простых по форме деталей
>>573267 Хотя не, ещё немного попидрорил дремелем и загрунтовал ради эксперимента. Чуть лучше стало, но не существенно. Грунт лёг хорошо. Возможно какой-нибудь укрывистой краской теперь можно замалевать дыры и будет даже приемлемо. Хотя вот самая верхняя плоскость стала прям идеально ровной и гладкой. Её соплом утюжило, сразу была хорошего качества, только слои было видно. А теперь прям зеркало и слоёв нет.
>>573299 Спасибо! Завтра поеду брать (наврное в ДНС). Кстати где лучше покупать? Я вот настроился в ДНС. Ну как-то привычнее и гарантия. Мб есть места получше?
Стоит ли заморачиваться с компактной печатной головой, чтоб и вес низкий и центр тяжести был у каретки. Просто смотрю на все готовые проектики и там одни свистелки перделки и модульность. Или оно особо не влияет?
>>573340 Это противоречит всем остальным хотелкам типа коротких дистанций между экструдером и нагревателем, прямых воздуховодов... Поэтому все забивают. Мне кажется с балочной осью бесполезно, нихуя разумного не выйдет. На трубках вот можно заебись сделать.
>>573376 >коротких дистанций между экструдером и нагревателем Оно и так получается стандартным для отдельных нагревателя и экструдера. Компактнее это только интегрированные решения вроде biqu. Но под них нужно отдельно принтер проектировать. А с валами я вообще не понимаю трендов. Раньше использовали тонкие цельные валы и подшипники. Они тяжелые, не жесткие и шумные. Со временем появились и igus втулки и карбоновые валы да и просто трубы можно заказать большего диаметра калиброванные и полированные. Но ничего это в массы не пошло, только проприетарное в бамбуке. Может потому что рельсы стали сильно дешевле и выгдядят дорого богато?
>>573298 Прошареные челибосы печатают так что лицевая поверхность при печати находится внизу и на неё остается няшный отпечаток коврика. Остальное правда всё равно полосатый говняк..
>>573390 Если бы стол был изготовлен из чугуниевой или гранитной поверочной плиты, тогда да, можно было бы выровнять плоскость по 3 точкам и не заморачиваться. Но увы, стол изготовлен из куска листового алюминиевого сплава толщиной 3мм, который имеет весьма высокий коэффициент теплового расширения. Поэтому хоть как его регулируй — по центру и по углам будут ямы и горбы. У меня был (точнее есть, просто сейчас разобран) принтер MedelMax 1.5+ Deluxe от Ultibots. У него стол размером 230х270мм был сделан из боросиликатного стекла толщиной 4мм (у этого стекла, если смотреть на торец, желто-оранжевый оттенок, в отличие от обычного оконного, у которого зеленый оттенок), к которому напрямую клеился нагреватель из каптона. Стол весил около килограмма, поэтому никакие инпут шейперы ему бы не помогли, а до температуры 80 градусов он грелся минут 20 (остывал соответственно тоже долго). Зато он был очень ровный, по индикатору кривизна была пару соток. Вот ему реально никакие карты высот были не нужны. Всё в этом принтере было замечательно, кроме одного — все ключевые элементы, влияющие на геометрию были изготовлены из пластика, который через 10 лет превратился в говно.
>>573414 Так и делаю, но тут такая деталь что её только дном вниз и положить. И тут как раз верхняя получилась даже пизже нижней. Утюжение реально пиздато делает, всегда включаю.
>>573415 Так переставь стол на любой другой. Ну и я тоже не понимаю как можно принтеры из пластика собирать. Тем более что на твоём пике большая часть типовой крепёж.
>>569187 (OP) Есть у кого Photon S? Достался за бесплатно без ванночки, не понимаю с какой яркостью на тесте должна светить засветка, может кто фото-видео скинуть насколько ярко светит у анона при запуске теста?
К типичном дрыгостолу небольшую сверлилку можно прикрутить? Не ЧПУ станок, а какой-нибудь маленький шпиндель, сверлить мелкие диаметры и толщины. Ну, допустим посадочные места DIP в текстолите и М4 в алюминии 2мм.
>>573534 Я в свое время к прусе i2 (говно из шпилек М8) прикручивал Dremel 4000. Сначала сам агрегат, а потом решил, что он слишком тяженый и прикрутил гибкий вал от него. Как раз для целей сверления печатных плат и гравировки пластика и алюминия для передних панелей самодельных приборов. Работало на удивление хорошо.
Есть один принтер - китайская говнина эндер 3 про. Недавно я решился напечатать достаточно большую заготовку - почти 20см на 15. Половину прошло очень хорошо, я лишь несколько раз мазал ПВА сомнительные слои. Но в один момент сопло просто перестало подавать пластик. Печатал на 210ноззл и 70 тейбл. Пластик ПЛА.
Я разобрал, почистил пластик, но проблема осталась. Погуглив похожие проблемсы, мужики на форумах советовали заменить текущий термобаръер на пикрейлтед (это я его так засрал). Купил, заменил, но выпускать пластик принтер согласился только при т 230, что есесно привело к забиванию всего и вся.
Я взял старый термик, отпидорил его от пластика, и собрал всё обратно. Тоже не фурычит, тефлоновая трубка какого то хуя плавиться, хотя раньше не делала подобного, пластик раздувается как на пик 2, и печать снова стопориться.
Щито делать? Покупать весь хотенд целиком как то жаба давит.
Делаю деталь вращения в компасе, вроде всё норм, сохраняю stl, нрезаю в прюше - появляются пустые слои. Исправление модели в самой прюше ничего не меняет, деталь переделывал в компасе, пустые слои просто появляются чуть в другом месте. Что делать? Посоветуйте.
>>573726 Открой в блендере, включи face orientation и покрути деталь, красных пятен не должно быть. Прюша еще пишет при загрузке ошибки, типа открытых граней итд.
Кароч сделал хуйню одну, я не отрисовал тело вращением, а сделал болванку-цилиндр, и вырезал вращением, в этом случае всё заебись, без артефактов. Всем спасибо!
Подскажите, правильно ли я выбрал материал: Есть несколько деталей, которые будут друг с другом соединяться посредством шарниров и еще будет несколько проставочных/стопорных колец. Основные детали (для тестового образца, без заполнения) - PLA. Соединительные детали - Nylon. Нужно что-то прочное, что сможет в подвижные соединения.
>>573932 Да хрен его знает. 3д печать это изначально кусок говна. Что то сложнее простых не нагруженных коробочек, кронштейнов и все идет по пизде. И никакими нейлонами делу не поможешь.
Шпатлевку-грунтовку из пластика кто-нибудь делал? Пытаюсь растворить ABS в ацетоне – он просто в комок дрисни превращается плавающий в прозрачной воде, равномерного раствора не выходит. Читал про разбавитель акриловых красок – он у меня нихуя не растворил вообще. Хотя я взял в художественном, возможно надо было в строительном Р12
>>574068 Нормальный ABS с нормальным ацетоном растворяется за полчаса-час. Но нормальный ацетон сейчас хуй достанешь потому что он прекурсор. >>574052 Купи лучше бутыль дихлорметана (метилен хлористый) (не спутай с дихлорэтаном — гроб, кладбище, пидор, яд ебаный), в нём и ABS и PETG и PLA и пр. растворяются. И воняет меньше чем ацетон.
>>569187 (OP) Есть один пожилой Photon S, есть пример насколько ярко он должен светить без ванны во время выполнения теста подсветки? Отдали после зуботехнической лабы, вроде работает, есть подозрение что светит слабо, но ванны и полимера пока нету, и проверять вхолостую без засвета не хочется.
>>574088 У меня как раз из Омска ацетон. Всё нормально с пластиком и ацетоном, печатается забись, баня заебись. Плавит тоже заебись даже, но раствора нет нихуя.
ДХМ у меня есть, PLA им обрабатывал. Но нихуя он ABSу не делал.
>>574089 Да хуй с ней с усадкой, мне только щели слоёв разравнять. С автомобильной сложно, много еботни с двумя компонентами и банка засохнет раньше чем я её израсходую.
>>574089 Там кроме усадки ещё и пузырей дохера получается, причем они под шконарем сидят, потому что высыхать начинает от наружного слоя. Если его потом подрастворить, можно увидеть. Вообще нездоровая тема, склеить АБС можно без бодяжения говняка, просто кисточкой нанеся ацетон на склеиваемые поверхности.
>>574099 Так, решил попробовать понаучнее подход, а не хуя-хуяк и в банку. Замешал тот же ацетон и те же ошмётки пластика взвесив 50 на 20, за пару часов почти растворилось во что-то консистенции питьевого йогурта, за ночь думаю совсем рассосётся. Вот теперь заебись. Возможно, это просто потому что я банку отмыл от остатков варенья акрилового разбавителя. Из первой банки кстати родилась прикольная субстанция примерно как жвачка: мягкая, пластичная, не липкая, стойкая. Что-то даже лепить можно.
>>574136 В теории да, на практике скорее нет. 3д принтер может печать чем угодно, но это капризный пластик, его почти не делают и опыта с ним у индустрии мало. Печатать сможешь, но наебёшься, будешь местами первооткрываетелем и дёшево не выйдет.
Проще будет либо другим пластиком заменить, либо другой технологией, а 3д принтер тебе может в этом помочь, например напечатать мастер-формы для литья.
После простоя принтера в несколько месяцев появилась какая-то проблема с картой стола. Если калибровать датчиком(уже несколько разных пробовал) на одной стороне стола слишком высоко сопло, на другой слишком низко, но если же построить сетку вручную по бумажке, то слой печатает идеально. Плюс такое ощущение, что z-оффсет постоянно немного плывет то в одну, то в другую сторону. Если исключить неисправность датчика, то что это может быть?
>>574207 Индуктивный, два разных пробовал, щас купил btt eddy в надежде что проблема решится, но примерно так же и осталось, чуть лучше стало, когда снизил высоту на которой берет пробу. Получается они все видят кривизну стола, но а реальности она сильнее, чем фиксирует датчик. Я уже хз куда смотреть.
У меня есть Anycubic Photon, просто Photon самый-самый первый, вообще без приписок. Печатаю на нем ювелирку иногда, ничего серьезного. Не то что бы он меня чем-то не устраивает, но у него 2К экран и скорость печати 20 мм/час, даже у Моно 4 за 160 баксов экран 10К и скорость 70 мм/час, огромная разница. В общем, призадумался я обновиться. В связи с этим вопрос - а есть ли вообще смысл? Что дают эти 10К? Какой сейчас положняк по смоляным принтерам? Может вообще не на фотоны надо смотреть? Какой сейчас самый адекватный средний вариант для любителей?
>>574292 Это система для быстрой смены печатающей башки со свистелкой (CAN) и перделкой (USB Type-C). Нахуй ненужная на самом деле, да и к тому же, суда по отзывам на различных сайтах, ненадёжная — часто сгорает микросхема CAN-трансивера
>>574459 Сложно, фьюжен довольно человеческий, а фрикад очень пердольный. Парадигмы тоже некоторые другие, мышление и алгоритмы действий надо будет менять. Если ты новичок, то совсем хуёво будет, фрикад любит тебя обосрать стректрейсом в консоли и сиди гадай на что ты неправильно нажал. Если нормально умеешь в кады, то просто переучишь кнопки и порядок типовых действий и всё. В целом можно конечно. Но я не осилил и укатился обратно. Ну и скорее всего если научишься и отшлифуешь фрикад под себя, а себя под фрикад то в конечном итоге сильно продуктивнее будешь.
>>574459 Я бы не стал, потому что а)в идеале ты учишь навык не только для удовольствия, но и чтоб он был неким резервом - захочется сменить работу на конструктора, или тебя там внезапно уволят, или подработка понадобится. б)во многом инструмент настолько удобен и силён, насколько обширно и умело его сообщество
В промышленности фрикад не применяют, студентота его не учит, сообщество по сравнению с тем же Солидом или - в России - Компасом небольшое.
Я фрикад вижу как эзотерический САПР, который инженер осваивает третьим-четвёртым, как программисты порой учат какой-нибудь лисп из-за любви к Лейн, чтобы развидуть границы мышления.
Присрал к своему Нептуну бамбуковский хитблок, температура скачет после калибровки пид на +/-2 градуса, нагревается моментально, и так же моментально остывает, когда отключается нагрев. Ограничил мощность нагрева до 60%, температура плавает на 0,3 градуса. Вообще он у всех себя так ведёт? Теплоемкость по сравнению с вулканом никакая.
>>574588 Да, это нормально. Сраный клипер слишком медленный и не успевает за столь прорывным хотендом. Что то можно попробовать исправить поставив danger klipper с MPC и ускоренной частотой опроса/фильтрацией adc но это не точно. Урезать же мощность это долбоебизм, ptc нагреватели теряют мощность после нагрева - у тебя там ватт 20 останется.
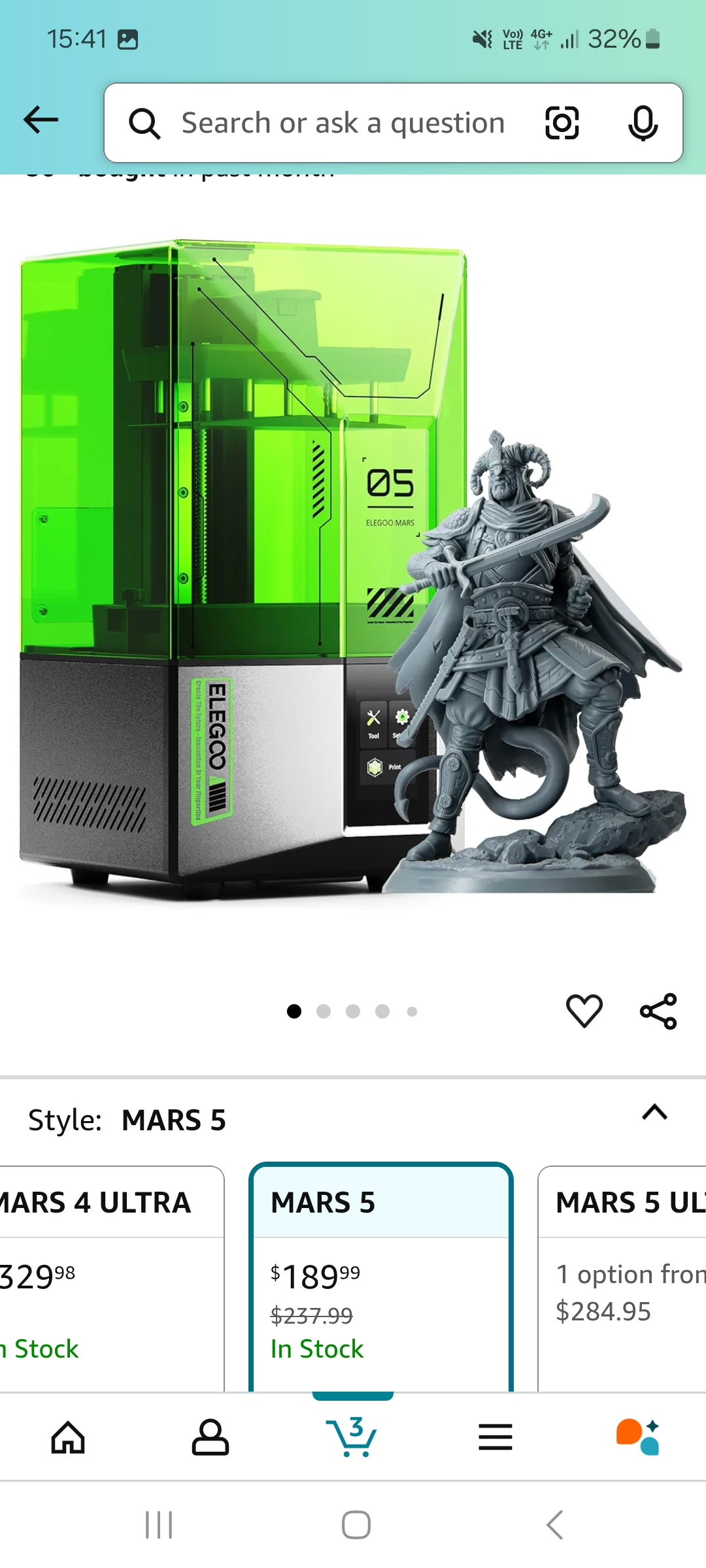
Поцонтре, хочу смоляной принтер, кторый хорошо печатает детали(модельки самолётов). Присмотрел какой-то элегуу с разрешение 18х18 микрон. Это годнота или есть с лучшим разрегением?
>>574683 Что толку от разрешения если деталь все равно будет засрана поддержками? Ну и прежде чем покупать фотополимерник, посмотри цены на смолу. Охуеешь, если тебе не миньки печатать. >>574700 Петросян дохуя?
>>574683 По моделькам лучше тред в /diy/ знает (правда он дохлый). Для самолётов тебе скорее всего любого хватит за глаза, 18 микрон это чтобы текстуру соска на аниме фигурках разглядывать. И то ещё найди модель с таким разрешением сначала. Типичные модели на литниках – это вообще уровень депозитной печати, а не фотополимерки даже.
Сап. В контору нужен принтер для печати макетов. По бюджету хз, сказали просто надежный искать. Думаю тысяч до 70. Шо можно взять в этот прайс? Али и прочее не подходит. Нужно здесь и сейчас с оплатой по счету
>>574740 Ахахахаха, делайте из бумаги.>>574710 >посмотри цены на смолу. Охуеешь, если тебе не миньки печатать Печатать буду доработки, а не целые модели. Размер деталей не будет превышать... Сантиметров 5 с каждой стороны.
Т.е. 18 микрон будет нормально печатать панельные линии, заклёпки, ручки пилотов?
Кстати, что скажете на счёт водорастворимой смолы, какие подводные камни? Застывшая водорастворимая не разлагается через какое-то время?
>>574740 Ну тогда смотря для чего. Напоказ клиентам – лучше фотополимерник. Для прототипирования – депозитного хватит. Любого в бюджет в принципе, бамбуки только не берите как бы их не нахваливали, там с ИБ будет печально.
Вам бы лучше моделиста подрядчика, а из чего он будет делать – уже его головная боль. Собственно, если возьмете принтер, итак будет кто-то на ставке вокруг него плясать, модельки сами из воздуха не возьмутся, детали сами не соберутся, процессы сами не отладятся. Да и покраску кабан-кабаныч завтра захочет.
>>574758 Да, хотят. У колхозников денег ебанешься сколько, держу в курсе.
>>574759 >самый обычный фдм бери Ну и какой лучше? В соседнем треде посоветовали creality k1 max или можно взять дешевый kobra 2 pro? Я в них совсем не шарю просто, хз какого хуя мне поручили подбор.
>>574764 >Напоказ клиентам – лучше фотополимерник Да результат обычного принтера всех устраивает.
>Вам бы лучше моделиста подрядчика Ясен хуй, что лучше. У нас так второй проект и был отпечатан, но видать что-то кабана не устроило. Первый печатали на каком-то другом принтере, но у него что-то с платой в голове случилось и всё.
Суп, 3д печатыч! Неплохо бы освоить создание художки. Слышал что для этого юзают блендер. Сильно ли сложно научиться там моделлить ну допустим типа такого: лицо Трампа/Путина и т.п.? Нать только опыт моделлинга в Компасе. В Блендере в так понимаю тем соасем другие принципы пострпоения моделей.
>>575148 Сильно ли сложно научиться рисовать лица используя только лишь карандаш и лист бумаги? Сильно ли сложно научиться лепить лица из глины, воска, высекать из мрамора? Блендер это просто 3д редактор в котором есть функция скульптинга.
>>575148 Очень кринжовый интерфейс, я пару лет назад пытался вкатиться, забил. Как там кнопкотыки мышкой ворочают реально не понимаю. Может за эти два года что-то улучшилось. Мне кажется в каде проще ебало нарисовать, чем в блендере. Большинство как я понял хуярят в z-браше а в блендере скелет дорисовывают для движухи
Сап, тридач. Возможно, платина. Посоветуйте софт (желательно свободный) для 3д моделирования/рисования, в которой легко вкатиться. Хочу иногда заказывать 3д печать или детали на ЧПУ у китайцев.
Блядь, этот ваш PETG - самый пидорский и хуесосный пластик, который только можно придумать. Настраивал ретракты, перенастраивал, ещё раз перенастраивал, сопла менял на четверть катушки, поднимал температуру, опускал температуру - это говно ловит пробки как охуевшее. Чуть ошибся с калибровкой стола - на нахуй отрыв и очередная пробка. Чуть не так поддержка соплёй легла на это текучее говно - на нахуй пробка. Идеальная печать 3.5 часа из 4 - на нахуй пробка просто так. Пробка, пробка, пробка, пробка, ПРОБКА блядь, ПРОБКА.
Даже с в жопу ёбаным нейлоном такой свистопляски не было. Я просто его уже ненавижу нахуй. По ходу, без ёба биметалла и киловаттной воздуходувки к PETG даже близко подходить нельзя. Запредельно омерзительная хуйня.
>>575358 Ни разу не было пробок на PETG. На PLA бывали по неопытности. Вангую, что у тебя хуёвый обдув радиатора хотенда. Либо пластик говно. >>575360 У меня 100% печатей PETG с обдувом 30% начиная со второго слоя.
>>575360 >Если пробка - темпу убавляй, инфа 146% Хуй-то там, с убавленной температурой пробки ловятся ещё чаще. Выглядит это так, будто есть очень узкий диапазон беспробочных температур. При этом он ещё и смещается вверх-вниз в зависимости от температуры стола, которая в центре и по краям немного разная. И от скорости печати, которая зависит от формы модели. И вот в этом ебучем фазовом пространстве приходится лавировать как на минном поле.
К примеру, одна моделька по центру стола ловит пробку редко. Две точно таких же модели, разнесённых на небольшое расстояние, уже ловят часто. А если разнести ещё сильнее - вероятность снижается. Блядский эзотерический пиздец какой-то.
>>575361 Я имел в виду обдув радиатора термобарьера. Обычный обдув у меня вообще вырублен нафиг.
>>575362 >Ни разу не было пробок на PETG. На PLA бывали по неопытности. А я наоборот на PLA никогда пробок не ловил. На ABS крайне редко. На PETG прямо пиздец. >Вангую, что у тебя хуёвый обдув радиатора хотенда. Либо пластик говно. Ну я хуй знает, обычный мк8 директ наподобие пикрелейда с обычным 40мм кулером. У людей же он PETG как-то давит. Или не давит.
Тут по ходу проблема в том, что шестерёнка директа ну очень легко нить прогрызает и слишком близко к термобарьеру находится. На уровне мотора ему горячо наверное. Слишком убавишь температуру - застревает в сопле, слишком прибавишь - нить теряет жёсткость и прогрызается от малейшей задержки.
>>575394 У меня с ABS и не было проблем никогда никаких. Только вот не везде ABS подходит. Упругие элементы из него не сделаешь, шестерёнки из него не очень прочны. Для предметов, применяемых на улице под палящим солнцем, ABS нежелателен. Для высоконагруженных мест где PETG изогнётся - там ABS сломается, а PLA раскрошится в пизду.
Нейлон для всех применений был бы идеален, но с его охуевшей усадкой применить его где-либо, где требуются точные размеры, невозможно. Поэтому приходится ебаться с PETG и его шизофреническим температурным профилем.
>>575148 Зависит от того сможешь ли ты сделать лицо Трампа или Путина из любого другого материала. Сам блендер освоить это одно, обезьяна справится, а вот чтобы что-то сложное рисовать художественный талант или опыт нужен. >>575207 Это и не художка, не лезь с этим в блендер.
>>575551 Какая будет усадка на пластике A при температуре B, диаметре сопла C, слое D, диаметре внешнего контура Е и так далее? Думаю посыл понятен. И киньте в меня протухшее яйцо кто считает что эти вещи не влияют на искажения геометрии
>>575548 >а тут есть кто может разработать модель? Разработать модель чего? Я так-то дохуя всего разрабатывал, но без внятного ТЗ говорить не о чем. Может тебе анальную пробку, а может шестикоординатного робота с ебейшими редукторами и сотней деталей.
>>575643 >Нужно разработать модель для продажи, чтобы продавать за деньги и спрос чтобы большой был Модель ЧЕГО разработать?
Или ты как в сказке хочешь, принесите мне то-не знаю-что, и чтобы оно деньги само генерировало? Это вам, батенька, не к 3дшникам, а к психиатру маркетологам. Здесь прогнозированием продаж неведомой ёбаной хуйни не занимаются.
>>575561 рассказываю есть на ютубчике канал локпикинг лоер, у него на канале обзоры на разные замки и как он их вскрывает. вообщем у меня есть идея замка который этот мужик и ему подобные не откроют. с меня объяснение общей концепции и возможно рисунки в паинте для пояснения, с тебя хотя бы пластиковый прототип. юридически изделие будет полностью твое, разве что указать в соавторы. условие первое что хотя бы прототип будет готов раньше чем начнется 3 мировая. условие второе нельзя крысить, типа забрать идею себе и ничего не сделать, или тихонечко патент получить и никому не давать, модель должна быть под открытой лицензией. юридически обязывающий договор заключать не будем, чисто джентльменское соглашение, нарушишь - значит ты пидор. ну что, интересно, будешь делать?
>>575662 Можно конечно обсудить. Но с 99% шансами твоя задача вообще не для 3д-печати и не для пластика, независимо от умозрительной конструкции замка.
FDM - технология грубая, с погрешностью в десятые миллиметра. Даже SLA технология грубая. Хороший замок - это миниатюрный замок, у которого все пины в личинке настолько милипиздрические и подогнаны настолько плотно, что отмычку хуй засунешь. Ещё хуже ситуация, если важен порядок нажатия пинов. Что требует добавлять вторичные пины, шестерёнки всякие, превращая конструкцию в будильник с субмикронными допусками чтобы ничего нигде не заклинило. Такой точности никакая печать не даст, только токарка-фрезерка. И далеко не на всяком станке. Другая причина выдрачивания допусков - люфты при вибрации. В идеале их быть не должно вообще. Вибрация это смещение пластин самонаборного ключа. Вибрация это звук, по которому можно выпалить смещение на нужный угол. Трение должно быть не слишком большим, но и не слишком маленьким. В общем, это задачка сначала для материаловедов и технологов, только потом для проектировщиков.
Невскрываемых замков для профессионального медвежатника не существует. Физически. Вопрос времени и цены инструмента. Если отмычка изготовлена на том же заводе с тем же квалитетом, имеет подвижные элементы сопоставимой миниатюризации и допуска - замок откроют. Если устройство замка неизвестно - его со всех сторон простучат, прозвонят, провибрируют, прозондируют, просветят рентгеном и откроют. Даже если ты там предусмотришь какие-то приколы типа сдвигания пинов в изолированной камере неодимовыми магнитиками - медвежатник это выпалит и откроет. Потому что он за свою карьеру и не такой хуйни насочинял. Замками изобретатели так-то с древнего Египта занимаются, это наверное самый древний механический прибор вообще. Я сильно сомневаюсь, что ты принесёшь какое-то радикальное новшество, да ещё и совместимое с довольно грубой технологией FDM.
Единственное, что можно сделать, чтобы затралеть медвежатника с ютубчика - замок, который необратимо блокируется при первой же ошибке, высвобождая какую-то вваренную намертво пружину. Но ты ведь понимаешь, почему это хуёвый замок с очень нишевым применением. И да, он столетия назад изобретён.
Временами есть нужда напечатать крупные детали из АБСа, посему колхожу коробку для дрыги. Есть ли смысл заморочиться над отдельным входом\выходом воздуха БП наружу, чтоб не охуел от температуры?
>>575726 100%. Полости искуственно добавляешь сам напротив нужных граней. Учишься незаметно ныкать в рукав фартовые кубики и вытаскивать нефартовые и наоборот.
>>575666 >Можно конечно обсудить это согласие? >Такой точности никакая печать не даст ну сделаешь в масштабе 20:1, для прототипа не проблема. >Трение должно быть не слишком большим, но и не слишком маленьким. есть такая проблема. но она решается же довольно просто. >Вибрация это звук и такая проблема есть. мое решение добавить два дополнительных механизма, первый должен звучать так же как замок но в противофазе, второй просто выдает рандомные звуки с большей громкостью. >какое-то радикальное новшество да нихера же. вот forever lock - замок где замочная скважина не доступна, что характерно вскрыт фольгой, или bowley lock - замок с ключом п-образной формы, вскрыт отмычками тоже п-образной формы. оба как раз таки радикально другие и все во-то 2015. место для инноваций есть. >совместимое с довольно грубой технологией FDM. понятное дело что коммерческое изделие должно быть из металла. но ещё раз меня удовлетворит даже пластиковый 3д принт в увеличенном масштабе.
Из красивого литья кубик стоит 20р на маркетплейсах, ты не на одном 3д принтере не напечатаешь крксивее чем литьё, напечатанный на 3д принтере будет выглядеть как кусок говна, при любых раскладах даже если у тебя принтер за миллион, взглянув на твой кубик будет сразу понятно что это 3д печатное говно. Это основной минус 3д печати, ты не сможешь убрать слои, никак, потому что это структура печатного 3д изделия. Ну можно конечно подобрать пластик который годен для постобработки растворителями и дальнейшую покраску, но будет ли это экономически целесообратно, если это изделие из шитья в первоклассном качестве стоит 20₽?
>>575874 >>575881 У меня вообще какая то срань бывает. То дрочишь базу всякими пшикалками и клеями и нихуя не липнет, то буквально пшикнул на салфетку, протер и липнет так что куски стекла вырывает
>>575881 Спиртом прочищал, толку нет. Покрытие вроде нормальное - современная PEI пластина, что вместе с принтером шла, печатал тем же АБС пластиком деталь покрупнее - держало нормально на 90 градусах стола, а маленькие пиздюлинки 1.5х2.5 см отваливаются.
>>575928 Дедушка печатает идеально ровные детали размером до 30см. Ваши зумерские пеи оторвет вместе с магнитами. >открой любой канал студии 3д печати И там печатают инженерку на стекле.
Суп, пасаны! Помогите пожалуйста, я не знаю что делать. Купил принтер Aquila D1, собрал, думал стол как у Эндера калибруется, а хуй. Концевика z нету, на башке светящийся датчик, нажал автохом, ну смотрю что сопло высоковато, включил смекалку, и подкрутил стол, по бумажке, ну и думаю: "наверное щас будет збс", ага, запускаю и снова башка приподнята на такое же расстояние, там будто сколько то мм под стекло. Помогите пожалуйста, подскажите: как откалибровать стол?
>>575987 Кароч немного разобрался. В менюшке настроек, есть пункт: "смешение по оси Z", кароч его покрутил, вроде теперь норм, я надеюсь после выключения, оно сохранится, иначе это пиздец гемор, по 0, 05 шаг регулировки. А кто нибудь может подсказать, как там регулировать поток?
Вентиляторы шумят пиздец, всю концепцию принтера нарушают, какие туда можно поставить ч о бы не так гудели?
>>575991 >Есть же прекрасные уже готовые пшикалки из бф2+изопропила. По-видимому они не со всеми пластиками хорошо работают.
Абс с пшикалкой липнет к стеклу охуенно. Нейлон не липнет вообще, а вот на клеевой карандаш липнет. Петг на пшикалку в принципе липнет неплохо, но иногда из-за каких-то температурных чудес отлипает, даже с бримом.
>>576008 Ateco норм, у меня ещё в старом дизайне. Обычно пшыкаю на салфетку и размазываю тонким слоем (салфетку кидаю в подвал и потом просто снова на неё допшикиваю до кондиции). Хватает на долго
>>575991 Кароч ебусь с Qauila 1D, не могу первую деталюшку напечатать, на Еедере просто мажу стекло тонким слоем Эрик Краузе и печатаю на холодном столе (или небольшой подогрев 45-50° если долгая печать), а тут у Аквилы на столике пластина желтая, по идее она шероховатая, и так бы к ней должно хорошо прилипать, но нихуя. Первую тестовую линию которую прюша рисует, печатает норм, а вот юбка уже отваливается, а деталь уже вообще нихуя не прилипает. Смещение оси Z кароче буду пердолить дальше, но мне кажется сейчас скоро я уже стол соплом начну чиркать, а все равно нихуя не прилипает.
>>576023 Кун-репортирую. В общем с прилипанием в целом совладал, но есть явная проблема с потоком, слишком дохуя струячит, коэф экструзии в прюше уменьшил до 0,7, нихуя не помогает. Как откалибровать поток в Аквила д1, типо как у эндера линейкой? А формула как у ендера? Коэффициент или мак там его.
Пасаны, эт снова я >>576039. Кароче, проебался день с новым принтером, нихуя не смог нормально напечатать. Проблемы с экструзией, волосит, на эндере 3 с этим пластиком я более-менее печатаю, а тут ни в какую. В менюшке есть кол-во шагов в мм для разных осей, там везде стоит по нулям. Как это калибровать? Очень нужно сделать калибровку потока
кароч это пиздец, 3 дня и 3 ночи ебался один анон с новым 3д принтером, и прюшей перепробовав все настройки которые только можно, этот анон уже плюнул на всю эту хуйню, и ради прикола решил скачать суперслайсер, открыл его, поковырял немного и тупо закрыл. А после он открыл прюшу и заметил что там поменялось очень дохуя настроек и параметров, это суперслайсер их поменял, ну он поменял те которые знал, и решил отслайсить детелюшки которые не печатало. И прикинь анон, на печати он увидел чудо - новы принтер запечатал почти ИДЕАЛЬНО! То с чем я ебался 3 дня и 3 ночи напечатало НОРМАЛЬНО! Конкретно ушла течь из сопла, полностью блять! До этого из него просто хуярило я думал надо поток калибровать, но нихуя. 3 дня ебался со ретрактом, скоростями отката, уменьшал кофэ экструзии, и нихуя не помогало. Самое интересное что в прюше после суперслайсовых настроек я вручную откатил все что влияет на экструзию - темпа сопла, откаты, скорости отката и печати, коэф подачи пластика, вот это вот все откатил к тем настройкам на которых печатало хуйню, просто БОРОДУ, и несмотря на все это оно запечатало.
Выходит что суперслайсер внес мне какие-то настройки в прюшу которые влияют на экструзию, но блять что интересно, это то, что Эндер с теми настройками прюши печатает идеально.
Что это было то? суперслайсер в итоге вообще хочу удалить т.к. неохото ковыряться в переводчике, т.к. там через слово все переведено.
>>576129 Не в прошивку принтера, кароч на ноуте стоит прюша, а когда я установил суперсласер, он видимо внес какие то настройки в прюшу, т.к. у них один движок.
Пиздец анон, ну и гемор я себе устроил. С этим ебаным суперслайсером слетели все настройки прюши, теперь и на эндере не могу печатать, получается просто пиздец, одни сопли, дальше 2го слоя печать не идет, из-за деффектов первый слой тупо цепляется за башку и отъёбывается. Самый пиздец это у меня были настройки печати и время 3,5 часов, после установки ебучего суперслайсера у меня время печати 8 часов нахуй, это при том что этот ебучий суперслайсер еще убрал настройки подъема башки и ретракты, а до этого у меня печать была 3,5 часов с подъемами башки и ебейшими ретрактами.
я уже незнаю что делать, пиздец у меня печаль, я не могу теперь печатать ни н одном из двух принтеров, с утра до ночи пердолю их но результат - кусок говна на выходе.
я блять в ахуе, 600 рублевый пластик с вб на Эндере печатал просто идеально, потом взял этот пластик и неделю пердолил новый принтер с директом, на настройках эндера вообще ни в какую не печатало, ебался с настройками неделю, так нихуя не смог его заставить печатать - на выходе куски говна, чего я только не делал, темпу откалибровал еще на эндере, и ретракты, подъёмы, потом установил суперслайсер, так эта падла сбила прюшины настройки, новый друг запечатал где то на двоечку-троечку, но эндер с этимми настройками не захотел печатать, ну благо сейчас вот немного пошаманив вроде запечатал мой старый друг, сука а вот новый блять с директом который, ну нихуя не принимает ни хуевый пластик ни эндеровские настройки, ни другие, самый прикол я блять через неделю думаю дай погуглю настройки печати моего принтера, и там были все мои сука настройки к которым я пришел, все кроме обдува который у меня выключен, потому что для петга обдув это зло. А еще у эндера шумят движки, а у нового блять рельсы, вся хуйня бесшумные драйверы, но сссука ебучий вентирятор хотэнда шумит сильнее чем все механизмы Эндера. Кароч пиздец, простите меня пазязя, я незнаю уже где выговориться. 3д печать это прям боль и страдания и постоянные превозмогания этой хуйни, но хуйня на каждом шагу приходит снова и снова.
>>569242 Чел, я не он, но твой перфекционизм к сожалению работает только тебе во вред и мешает тебе жить, а эти тупые комерсы — процветают. Ты на озон и вб зайди, там одни бездари продают печатные изделия которые в руках рассыпаются, а они это делают массово, 100000000 хуевых отзывов не уберегают других слабоумных от покупок этого говна, надеются что а может им повезет и хуево криво напечатанная деталь вдруг для них станет нормальной, пока едет со склада в пвз.
Весь озон, вб завалены изделиями которые рассыпаются в руках, и получается что того еблана которого ты раскритиковал, его как раз нехватает на озоне и вб, ибо все такие как он бездари уже давно там торнуют хуевейшими изделиями, ну серьезно, я вот печатаю для души, и то что я выкидываю в мусорку, это на порядок выше по качеству, чем то чем завалены озоны.
Это мы с тобой тут сидим нам важна прочность детали, качество печати, и вот это вот всё, а всяким хитрожопым мудакам-комерсам, им поебать на это, главное что бы у них товары лежали на складах озона и вб, и поебать что товар не отвечает никаким требованиям и не послужит людям по назначению, по сути это будет просто мусор, но за этот мусор им заплатят, похуй что часть покупателей сделают возврат, а часть просто нахуй не желая идти заморачиваться с возвратом за 150-300₽, так вот за счет этих кто не будет заморачиваться и существуют такие охуевшие комерсы. Блять базарю, чего только не видел на озоне - темпер для кофе с заполнением 5-10% который у всех развалился в руках, шестеренки с заполнением 0%, рассыпающиеся порожки для гитары, и прочее прочее.
Я сам 2 года печатаю, но не торгую, потому что люблю качество, а любую деталь если сделать качественно с хорошим заполнением и хорошим качеством, у нее будет высокая себестоимость, итоговая стоимость никаким образом не сможет конкурировать с хуевыми поделками которыми все завалено.
Ну вот простой пример -темпер для кофе, в ебучем качестве он рассыпется, в хорошем качестве он будет стоить как хороший металлический. И так буквально с любыми деталями. Вот и имеем то что имеем.
>>576153 Помню в мирные времена брал Грег по 590р с ндс при заказе от 10кг. А сейчас приходится брать Лидер с озона, по 850-900 или если повезет по 780. И это разумеется абс.
Да поебать, главное пока есть дешевый петг успеть напечатать себе йобу для переработки баклажек в нить для 3д принтера, лол. Судя по аппетитам охуевших продавцов, скоро так и будем делать.
>>576155 >а эти тупые комерсы — процветают. Печать типовых деталек - шестеренки там всякие для дворников и мясорубок, автозапчасти, светильники в потолок итд не приносит нихуя. Конкуренция такая что печатать себе в убыток будешь, даже экономя на всем. И это на лохито. На озоне еще хуже из-за комисиий. Туда даже свои собственные детали выкладывать себе дороже. Ибо тупые школьники увидят что есть хоть какой то спрос, купят детальку и сделают с нее копию даже не протестировав и заруинят тебе все продажи. Уж лучше вообще не заикаться о 3д печати, стыдно это стало. Пишите ремонт, запчасть неоригинал но ни слова о печати.
>>576161 В рот ебал эти профили, если что-то модифицируешь в принтере то орка не даст тебе это печатать потому что в профиле зашито иначе. Или если орка считает что твоим принтером нельзя печатать TPU например, то хуй ты его туда добавишь, будешь настраивать себе резиновый PLA и печатать им. Даже блять сопло не перекрутить. Указывай лучше всего дефолтный принтер чтобы ничего из настроек не блокировалось.
>>576161 Ляя, анончик, спасибо конечно, но у меня Aquila D1, но на рельсах и с директом, а этот смотрю с боуденом. Но ознакомлюсь с данным слайсером, ибо последние версии прюши это пизцец, а моя старая 7.0.1. что-то стала дико тормозить, раньше за 1 сек нарезало, а сейчас блять по минуте жду. Да я уже все настройки прюши 100500 раз переворошил, уже неделю ебусь, но максимум чего я достиг это качества 2-3/10 Сегодня я просто забил на Aquila и просто на Эндере печатаю. У Aquila у меня сегодня ну ни в какую не хочет липнуть первый слой на pei пластину, до 80 столик грел, нихуя без клея не приклеивается, а мазать эту шершавую хуйню, на это целый карандаш уйдет. Я просто взял намазал слекло эндера тонким слоем клея, и без нгрева стола вот уже 5й час печати идет без отрыва, еще полчаса и сниму модель (для себя кое что крафчу).
Анончики, есть одна проблемка. У Эндера 3, периметры буквально не спекаются между собой, получаются тонкие стенки которые отслаиваются. Возможно ли такое из-за разности скорости печати периметров и внешних периметров? Получается слишком большое расстояние между линиями. Как это фиксить?
>>576167 у меня это обычный Ендер со стоковой прошивкой, без всяких ЛА.
кароч нашел инфу что это возможно из-за кратности диаметра сопла и кол-ва слоев, хз, не уверен конечно, у меня 2 периметра по 0,6 ширина слоя, получается 0,4*2=0,8 а у меня толщина стенки получается 1,2 мм, так что хз в чем причина, калибровки осей я хз как делать не смог найти, калибровку потока я делал. Предлгаемое простое решение - уменьшить диаметр сопла в настройках.
>>576191 Что прочитал то и написал, если честно я сам всю ночь перечитывал эту хуйню 100500 раз. Ну ладно я новичок в 3д печати, но ты? Тебе бы да не знать об этих ньюансах. У тебя что, айкью еще меньше моих 30? Я вроде и то немного понял, грубо говоря такой эффект возникает если допустим ты ставишь на сопле 0,4 толщину стенки 1,6 и 4 периметра, получится что 1 проход - 1 слой периметра, и если нет переэкструзии то будет расстояние между слоями, и будет ложить ровно по 0,4 без захода на соседний слой, понимаешь? А у меня например и так поток стоит 0,9, тоесть экструзия чуть уменьшена, что,бы из сопла меньше текло. Заебись ты доебался конечно, лучше бы помог хорошим советом, а не вот этой во пустой хуйней-болтовнёй. Что как бы охарактеризовывает тебя как мудака-мозгоёба.
Хочу набрать себе хохоряшек впрок разного калибра. Какую толщину (глубину) выбрать для гаек и магнитов, чтобы по ней взять всего по ширине? Что на практике самое удобное?
>>576193 >меня 2 периметра по 0,6 ширина слоя, получается 0,42=0,8 а у меня толщина стенки получается 1,2 мм
Каким советом, у тебя написано, что стоит 0,6 ширина линии, потом ты считаешь зачем-то 0,42, потом удивляешься стенке 1,2 из двух линий, что и должно получаться при ширине одной в 0,6, какой совет я должен дать, если у тебя нихуя не понятно что ты сказать пытаешься, а тем более что ты там с несчастным принтером делаешь.
>>576195 >какой совет я должен дать, если у тебя нихуя не понятно что ты сказать пытаешься ты просто пропустил нить разговора >>576166 >У Эндера 3, периметры буквально не спекаются между собой, получаются тонкие стенки которые отслаиваются.
А дальше размышляю где нашел предполагаемую проблему, в которой ты напутал все цифры и всю суть. Кароч проехали, просто уменьшил диаметр сопла в настройках.
>>576194 Так они наборами и продаются. Так и бери, не угадаешь заранее. М3 самые ходовые винты, чем длиннее тем лучше в целом. Магниты у меня 10х3 самыми не бесполезными оказались но не для 3д печати
А чо по домашним ЧПУ фрезерам скажете? Хотелось бы вкатиться, купить что-то среднего уровня, чтобы можно было по дюралю пилить. Со столом где-то 300х300, по высоте хватит 100мм. Куда смотреть?
>>576239 > купить что-то среднего уровня Не купить. На алике есть CNCxxyy но они все требуют переделок капитальных после которых останется 1-2 оригинальных детали.
Говорю не с пустого места, а как владелец бывшего cnc3018
>>576242 Можно взять алюминиевый cnc3018, освоить на нём софт и что как двигается, спроектировать свой по образу и подобию на швп и рельсах, сложные детали в начале можно сделать печатными. Выйдет 50к в эквиваленте прошлогодних вечно деревянных. Ну и ютаб шерсти, инфы предостаточно
Скачал тут по советам анона Orca слайсер, и сразу же разочарование - там реально нет настройки ретрактов? скачал с гитхаба ночную сборку пиздец. расширенный режим включен если что.
>>576251 Ты в какой халупе живёшь с такой слышимостью, что тебя это беспокоит? Мимо печатаю на одновом принтаке с пиликающими A4988. Его даже из соседней комнаты нихуя не слышно. Правда я ему закрытый корпус сделал.
Имба. Клеит за счёт растворения абс, пла, петг и имеет киселеобразную консистенцию. Из минусов сохнет долго шо пиздец (через пару дней в месте разрыва видно что сухо и нет реакции на нагрев феном, до этого есть). Основное вещество дихлорметан
>>576254 Спасибо, чекнул, потом как нибудь посмотрю какие драйверы стоят в блоке управления, и может запердолю, хз. Это эндер. А вот Аквилу этим не исправишь. У него драйвера тихие, но там пиздюшный вентилятор который охлаждает хот-энд, вот он один шумит как все движки и вентили эндера. >>576255 >Ты в какой халупе живёшь с такой слышимостью, что тебя это беспокоит?
Обычные панельки которым около 40 лет, ночью прекрасно слышно всё что у соседей происходит. У кого радио-телек пиздит всё слышно. Думаю мой шум точно будет слышно, я просто не люблю людям беспокойства доставлять. Ну я могу на аквиле часов до 12 попечатать, но потом выключаю.
>>576280 Ну так и замени этот вентилятор тогда. Можешь один в один замену взять, но лучше поставить побольше, принтер то у етбя есть чтобы новую голову сделать. Если там ебучие 24В, то с выборором печально, лучше переведи на 12В.
Пасаны, кароч был у меня PETG пластик от "Некрасовский Полимеръ", скажу что это квест не для слабонервных. Кароче хотел спросить, они перебрендились и стали "Пластикофф", пластик стал чуть дороже. Скажите пожалуйста, кто его юзает, он такой же как был "Некрасовский Полимеръ", или у них какая-то новая формула стала?
>>576365 > квест не для слабонервных. С настройками от еревана нормально печатается, только ощущение что пруток тоньше на сотки. Но это единственная катушка которую хз когда покупал
>>576251 принтер обычно высокими частотами шумит, их стены отсекают хорошо. вот будь у тебя басовый принтер, то для него пришлось бы подвесную комнату городить ко мне не приходили соседи, но у меня всем похуй на все в доме, у нас даже чата нет
>>576368 >у нас даже чата нет У нас есть, но меня нет в этом чате, соседи заебали спрашивать, я просто говорю нет меня в ваших чатах нахуй мне ваш ебаный чат я что позож на старую сплетницу?
Пасаны, все хочу монетизировать как нибудь наше дело, что б хотя бы пластик оправдывать. Пока все мое хобби обходится мне в минус а бюджет. Одну деталь сам скрафтил, за год 1 продажа за 200₽, тупо копировать то что другие смоделлили мне как то совесть не позволяет, да и не люблю я так вслепую продавать неведомые детали которые я не могу проверить в деле, да и все бесплатные модели уже каждый школьник напечатал и выложил на авито. Делал одну хуевину - инструмент, но оно очень узкоспецифичное изделие, и я пока на эндере его пытался напечатать, он мне на 5м часу печати начинал выдавать хуйню и запарывать печать, в итоге я просто кило хорошего китайпластика отправил в мусорку. Есть в разработке еще одно довольно дорогое и сложное комплексное устройство, там не только 3д печать, но оно тоже очень узконаправленное, все мои поделки кароче потенциально могут продасться как я понял ~1 раз в год. Делать 3д печать на заказ для мозгоебов - чето вангую что приобрету себе отборнейшую мозгоеблю, при этом за копейки, и скорей всего может даже в минус себе, этот вариант я отмел. На вб озонах торгуют разной хуйней с тингиверса все кому не лень, и слово 3д печать тем пссоциируется со словами "отборнейшее рассыпающееся гавно". Мудрые анончики, дайте совет чтоли, я в прокрастинации сижу без работы, незнаю чем заняться, долгов 200к, постоянно уже думаю о выпиле, но напоследочек хочется что нибудь предпринять.
>>576391 Тебе бы к доктору сходить провериться с такой шизой, что ты тут понаписал. Ищи и печатай популярные лоты и продавай на озоне-авито и если ты такой жалостливый и не хочешь копировать чужое, то бизнес это не твое, за 5 часов невозможно использовать 1кг пластика даже близко, ты просто пиздабол. Короче пиздуй ка лесом.
>>576397 >за 5 часов невозможно использовать 1кг пластика даже близко
Так я не за 5 часов 1 кило истратил, а за несколько печатей, это в общем я говорю что не пошла деталь и на 5 часу всегда выдавало гемор - то пробка, то слои верхние не прилипают, и такая ебля была на протяжении 1 кг пластика который я истратил и в итоге нихуя не напечатал изделие на продажу. Ладно извините, просто я незнаю что мне делать, я в лютой жопе.
>>576400 Забей на мораль и печатай популярное, бузнес это не хобби где ты получаешь удовольствие, бизнес это вообще не про удовольствие и душевный комфорт. Создавай фирму раскручивайся, ищи заказы, продавай, а как ты хотел, это дело труднее чем работать на дядю включая только одну извилину на рабочем месте. Но тут аноны писали, что если делать детали качественными, то они не смогут конкурировать по себистоимости с рассыпающимся говном с онлайн маркетов.
>>576400 Ну и принтер купи нормальный сразу, либо настраивай свой, читай ТГ и сайты, гоняй его на тестовых деталях, дорабатывай. Но я бы советовал этот выкинуть к хуям и купить нормальный, который не требует существенных доработок Бамбулаб ПС1 или Qidi Q1 Pro, первый на авито, второй на алике.
Прогреваю себя на qidi q1 pro как замену fb ghost 5. Но на призраке у меня уже далеко не сток (директ, клиппер, камера, подсветка, пеи, акселерометр, блтач и ещё по мелочи) и он может без затыков печатать тпу фдпласт. Печатаю только техничку. Квидик сейчас по 44-45, текущий я ну максимум может за 20-22 из-за апгрейдов смогу толкнуть. Сижу на толчке думаю
>>576487 Покупай сразу бамбулаб ПС1 с амс, смотришь вот так модели на мейкер ворлд и дико охота многоцветную печать, хоть она и ведет к дикому расходу платстика и используется не всегда, но очень хочется, чтобы детали были сразу многоцветными без ебли с идеями как в деталь сделать это включение через вставки или разбивку модели на части.
>>576510 Камон, написал же что ТОЛЬКО техничку печатаю и даже готов пожертвовать супер мягкими тпу в пользу активной термокамеры. Если именно тебе хочется многоцветную печать то почему сам просто не возьмёшь его?
>>576512 Прошивка там на сколько знаю анално не огорожена и если прям припрёт то могу и сам написать программную прослойку для работы с какой либо из систем. Текущий уже 3 года в эксплуатации и как то не захотелось
Может кто натыкался на готовую тефлоновую трубку для экструдера Prusa i3 Mk3S? Или же по опыту восстановления может сказать - подойдёт ли трубка с внутренним диаметром 1.9 мм (1.85мм не нашёл вобще; да и про 1.9 мм скорее всего брехня)?
Пруток застрял в экструдере и его не получилось достать. Надо будет снимать всю голову и смотреть что к чему...
Захотел себе плоттер замутить, потом подумалось еще и о зачатках фрезеровки в мягком, хотел попиздеть о линейных перемещениях, - колеса+ремень или ШВП+рельсы?
>>576586 Купи сразу магнитный контакт для проводов вентилятора головы, крышка головы бывает слетает, провода оголяются, коротят и голова умирает. И вентилятор охлаждать голову, а то в активной термокамере контролеры головы греются оче сильно.
Все это и многое другое есть в ТГ каналах по QIDI.
>>576631 Уже микропробер заказал что бы вообще скинуть заднюю крышку и радиаторов туда налепить + судя по видикам сорокина не каждый пластик дефолтной чистилкой счищается с сопла что тоже должно микропробером фиксануться
>>576365 Я взял одну катушку >>576366 - Диаметр точным штангеном на всю длину губок 1,78 и 1,76 в паре витков - Вес с катушкой 1160г - На вид - ок - На коробке p8kvt.ru (заглушка, видимо домен проёбан) Печатать буду позже после сушки
>>576666 >Неужели не подходит кусок дефолтной трубки? Диаметры стандартные Ну, представь себе, чётко с диаметром 1.85мм я не нашёл. Если с таким диаметром - это дефолт, то кинь, плез, ссылку где купил.
Я смотрю на каком-нибудь озоне - где может побыстрее приехать, а там 1.9мм и то я думаю, что там 2мм.
Я их, блядь, не каждый день меняю и перебираю принтер по сто раз, чтобы знать - дефолт это или нет.
>>576692 Нашел на алике чья она. Это трубка от треугольников (trianglelab ptfe), указано что 1.9, но на деле хвостовик сверла 1.91 лезет туда с усилием
Сосоны, дайте совет ЧатГПТ советует почистить термобарьер таким макаром: загнать туды филамент на максимальной температуре, охладить траханье до 90 градусов и дёрнуть пса за очко филамент вместе с грязью.
>>576701 Печатал большую ёбу, на 15см перестало давать пластик, сначала грешил на экструдер, но потом залез в термобарьер, а там ажно поплавило трубку, хотя печатал на 210/70
>>576723 Пчел, я не знаю. Если бы было написано: "Да похуй, ставьте любую." Поставил бы. А так - указаны конкретные размеры, которых, по моему мнению, надо придерживаться. Другое дело, что трубку с указанными размерами не найти. Возможно, кто-то более опытный бы пояснил, но все молчат...
>>576729 В трубке с диаметром 1.85 может застрять какой-нибудь кривой филамент, с 2мм такого точно не случится. С 2мм могут ретракты гулять, если у тебя боуден, но это не тот случай.
>>576729 Бери обычную 4х2, тем более внешний диаметр одинаков, Джозеф Пруса там совсем ебанулся со своими сотками. Все печатают на 4х2 и не жалуются, печать идет и только Джозеф повыебыватся решил.
>>576733 >1.85 может застрять какой-нибудь кривой филамент Это должен быть самый парашный филамент если у него отклонение в 1мм, такой даже если специально искать вряд ли найдешь.
>>576743 Если тебе эта башня так нужна - нарисуй сам. Модель геометрически довольно простая, хороший повод потренировать навыки program_name. И продать потом за 30 баксов.
>>576750 Мне для печати как раз. А почему эта модель не подходит? Не те форматы или сильно высокая детализация или как? >>576768 Не вариант, ни бе ни ме в 3д моделировании. Разве что какой-то анончик из треда заинтересуется.
>>576783 >высокая детализация Все эти мелкие детали принтер не пропечатает, но на это можно забить, получится просто цилиндр. Проблема в том, что у башни непонятная внутренняя структура, это вообще может оказаться не телом с толщиной и заполнением, не знаю как это правильно назвать, короче она может быть в принципе непригодной для печати.
Открывай КАД и рисуй сам, такую простую модель можно в КАДе сделать изи.
>>576812 Из того что бросилось в глаза сразу - чистилка сопла - инфернальный пиздец - вертушка на бп не выключается когда нет нагрузки - лист пеи с обоих сторон рельефный - подсветка на трочку и моргает - при калибровке шейперов отстрелила крышка с обдувом на голове - габариты/дизайн
В принципе я знал что он ебаненький, но оказалось что чуть больше. Не то что бы расстроился, но попердолиться придётся. АБСом пока не печатал, может ещё что вылезет
>>576733>>576734 Лично моё мнение - в рот его ебать эти тефлоновые трубки.
Поставил себе пикрелейтед, все проблемы ушли вообще, нихуя нигде не застревает. Только что отстрелял катушку ПЕТГ, сваренную из огрызков старых катушек. Филаменты старые, грязные, от разные производителей, хуй знает сколько лет им, точки сваривания кривые-косые. И ничего, прожевало. Биметалл - лучшее, что есть среди термобарьеров.
В общем, сделал я ебучую трубку. Кусочек нашёлся у товарища с работы: у него тоже есть принтер, но от Creality.
Разобрался экструдер по ёбаному: нагрел сопло - отвинтил его пока горячее; подождал, пока остынет - вытащил радиатор и всё остальное. Блок с нагревателем и термопарой как-то сам открутился, а термобарьер остался внутри радиатора. Попробовал выкрутить его за резьбу, обмотав толстой тканью - не получилось.
Хотя, вроде, должно быть наоборот - термобарьер должен выкручиваться с радиатора...
Конец термобраьера был забит пластиком - слегка счистил его дремелем и бор-фрезой.
>>576880 upd: собрал всё в кучу. Трубка встала как влитая. Откалибровал принтак и я снова в деле. Всем, кто высказал хоть что-то дельное - спасибо за помощь.